自主研發激光對中儀器使用方法圖解
與傳統方法的對比優勢功能ASHOOTER預測性維護傳統預防性維護故障檢測基于振動、溫度、形變的多維度實時監測定期更換部件,依賴經驗判斷響應速度提前1-3個月預警潛在故障故障發生后被動維修數據支持生成含熱力圖、頻譜的智能報告(ISO/API認證)人工記錄,無系統化分析工具維護成本減少50%-70%非計劃停機費用部件過度更換導致資源浪費總結ASHOOTER激光對中儀通過VSHOOTER+振動分析、熱成像監測及智能補償算法,將預測性維護融入設備對中流程,實現了從“故障維修”到“主動預防”的轉型。其**價值在于延長設備壽命、降低運維成本及適配工業。如需技術文檔或定制方案,可聯系昆山漢吉龍獲取詳細支持。 AS100 法國激光對中儀器 。自主研發激光對中儀器使用方法圖解
激光對中儀器
ASHOOTER+激光對中系統融合六大**技術優勢:雙模傳感系統:集成30mm高分辨率CCD探測器(精度)與數字傾角儀,無線傳輸技術徹底擺脫線纜束縛多光譜視覺監測:搭載FLIRLepton紅外熱像儀(160×120像素)和5MP可見光攝像頭,實現溫度場與機械狀態的同步可視化智能補償算法:**的軟腳檢查器和熱增長補償功能,可自動計算垂直設備所需的墊片調整量預測性維護擴展:可選配VSHOOTER+振動分析套件,包含ICP磁吸式傳感器與專業分析軟件工業級移動終端:IP54防護等級的(640×480),內置6小時續航鋰電池數字孿生接口:支持1000組數據存儲與USB輸出,可生成含熱力圖、振動頻譜的智能診斷報告。 S和M激光對中儀器裝置激光對中儀測量xt330。

ASHOOTER激光對中儀是由法國SY技術公司研發、昆山漢吉龍測控技術有限公司代理的高精度工業測量設備,其**優勢在于融合激光測量、熱成像與振動分析技術,實現旋轉機械的精細對中和預測性維護。**技術特點雙模傳感系統高精度激光測量:配備30mmCCD探測器,分辨率達0.001mm,結合數字傾角儀消除電纜束縛,支持無線操作。多光譜監測:集成FLIRLepton紅外熱像儀(160×120像素)和5MP可見光攝像頭,同步捕捉溫度場和機械狀態圖像,便于故障預判。智能補償算法軟腳檢查與熱膨脹補償:自動計算垂直設備所需的墊片調整量,適應高溫或復雜工況下的動態變化。實時校正功能:水平設備支持實時監控模式,垂直設備通過墊片計算實現即時調整,減少停機時間。預測性維護擴展可選配VSHOOTER+振動分析套件,包含ICP磁吸式傳感器,檢測不平衡、錯位、松動等機械問題,并通過FFT頻譜和趨勢曲線提供深度分析。
HOJOLO激光對中儀(即ASHOOTER系列)在聯軸器對中領域的應用,通過其高精度測量、智能化補償和多功能集成,***提升了工業設備安裝與維護的效率。以下是其**應用特點及技術解析:一、**技術原理激光測量與動態補償雙模激光傳感:采用635-670nm半導體激光器,結合30mm CCD探測器(分辨率0.001mm),通過接收器捕捉光斑能量中心位移,計算聯軸器的徑向和角向偏差熱膨脹補償:自動修正設備運行時的熱膨脹偏差,適用于高溫工況(如石化壓縮機),減少冷態對中與熱態運行間的誤差。軟腳檢測:通過數字傾角儀實時監測設備地腳的不均勻沉降,指導墊片調整(如煉油廠案例中地腳調整量精確至0.71mm)法國激光對中儀器的用途。
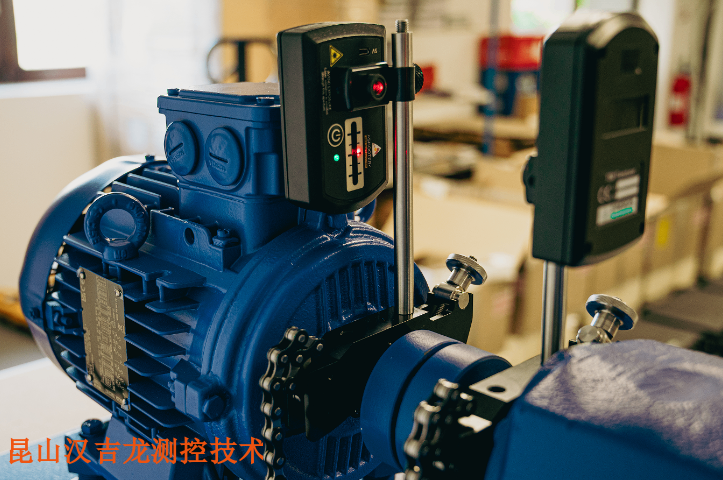
激光軸對中儀?激光對中儀的其他名稱包括“激光軸對中儀”?。激光對中儀主要用于旋轉設備的軸承對中,通過使用激光束的不同強度和不同的波長來實現對中目的?。昆山漢吉龍-ASHOOTER 激光對中儀的工作原理是通過激光發射器和探測器的配合,利用激光束的不同強度和波長來測量和調整設備的對中狀態。其特點包括測量范圍大、視角高、精度高、體積小、重量輕、操作方便等?。激光對中儀在工業和民用領域都有廣泛應用,如電力設備、化工設備、建筑、橋梁、道路等?。激光對中儀的組成部分包括激光發射器、探測器、支架和軟件/顯示單元。激光發射器負責發射激光束,探測器則負責接收并處理激光信號,支架用于固定設備,而軟件/顯示單元則用于顯示測量結果和處理數據?。激光對中儀其他名稱叫什么?三合一激光對中儀器哪里買
調整激光對中儀時如何確保精度?自主研發激光對中儀器使用方法圖解
法國-SYNERGYS激光對中儀測量結果進行設備對中調整的一般步驟:1.理解測量結果-激光對中儀會顯示兩個軸(主動軸和從動軸)之間的徑向偏差(垂直和水平方向)和軸向偏差數值。要清楚這些偏差數據的含義,明確調整方向。2.準備調整工具-通常需要用到千斤頂、調整螺栓、墊片等工具。千斤頂用于抬高或降低設備,調整螺栓用于精細水平方向的移動,墊片用于在設備底座增減高度來糾正偏差。3.調整徑向偏差-垂直方向:如果垂直徑向偏差顯示為某一數值,在設備底座較低一側通過千斤頂或者添加墊片的方式來抬高設備。每次調整后,重新進行測量,直到垂直徑向偏差在允許范圍內。-水平方向:使用調整螺栓來推動設備在水平方向移動,同樣每次調整后都要重新測量,依據測量結果確定下一次的調整量,直至水平徑向偏差符合要求。4.調整軸向偏差-根據激光對中儀給出的軸向偏差數值,在設備的軸向方向上通過推動設備或者旋轉軸來糾正偏差。一般是通過微調設備的位置或者聯軸器的狀態來實現。5.反復測量與微調-設備對中調整很少能一次到位。在每次調整后都要使用激光對中儀進行測量,根據新的測量結果繼續進行微調,直到徑向和軸向偏差都達到設備所要求的對中精度范圍。 自主研發激光對中儀器使用方法圖解
- ASHOOTER激光對中儀器使用方法 2025-06-02
- 設備激光對中儀器寫論文 2025-06-02
- 轉軸激光對中儀器怎么用 2025-06-01
- 常見激光對中儀器定做 2025-06-01
- 傻瓜式激光對中儀器多少錢 2025-06-01
- 基礎款激光對中儀器視頻 2025-06-01
- 漢吉龍激光對中儀器制造商 2025-06-01
- 振動激光對中儀器視頻 2025-06-01
- 聯軸器激光對中儀器貼牌 2025-06-01
- 專業激光對中儀器 2025-06-01
- 上海城市生活污水處理哪家強 2025-06-02
- 江西數字壓力表價格 2025-06-02
- 加工調節閥規格尺寸 2025-06-02
- 寧波本地光學儀器零售價格 2025-06-02
- 上海1460 nm激光破膜8細胞注射 2025-06-02
- 汽車坐墊壓力分布測量系統哪家好 2025-06-02
- 南京智能光學儀器廠家報價 2025-06-02
- 四川精密壓力表批發 2025-06-02
- 上海新型自動化儀表批發廠家 2025-06-02
- 在線pH電極報價行情 2025-06-02