普陀區氣缸供應商
在印刷設備中,氣缸主要用于紙張的輸送、定位和印刷版的更換。在膠印機中,氣缸推動遞紙牙排,以 0.2m/s 的速度將紙張準確輸送到印刷滾筒上,確保印刷位置精度≤±0.1mm。在柔版印刷機中,氣缸調節印刷版壓力,通過壓力傳感器實時反饋(精度 ±0.05MPa),保證印刷墨層厚度均勻性(誤差≤5%)。此外,在印刷設備的清洗環節,氣缸驅動刮刀組件,以 0.3m/s 的速度往復運動,去除滾筒表面的殘留油墨,清洗效率比人工提升 5 倍。氣缸的穩定運行,為印刷行業的高效生產提供了有力保障,某印刷廠通過氣缸升級,將單班產量從 5000 張提升至 8000 張。氣缸的潤滑方式分為預潤滑和免潤滑,免潤滑氣缸使用自潤滑材料減少維護。普陀區氣缸供應商

選型的誤區包括:(1)忽略負載的慣性,從而導致氣缸速度波動過大 —— 需要通過公式F=ma+μmg計算慣性力;(2)沒有考慮環境的腐蝕,選用普通的密封件 —— 潮濕環境應選擇不銹鋼缸體 + 三元乙丙橡膠密封;(3)盲目追求低價,忽視壽命 —— 低價氣缸的密封件壽命可能只為高質量產品的 1/3。避免方法:建立選型 checklist,包含負載、環境、壽命、成本四維度評估,參考廠家提供的樣本數據(如 SMC、Festo 的選型軟件),并且進行現場測試驗證。普陀區氣缸供應商氣缸在食品行業中需采用不銹鋼材質和食品級潤滑劑,符合衛生標準。
智能氣缸集成壓力傳感器(精度 ±0.5% FS)、位移傳感器(分辨率 0.1mm)和溫度傳感器(精度 ±1℃),可以通過工業以太網(如 EtherCAT)實時上傳數據至 PLC 或云端。AI 算法可以預測密封件的壽命(準確率可以達到≥85%),并自動生成對應的維護計劃。在柔性生產線中,智能氣缸可以根據訂單變化自動調整行程和壓力,換型時間從 2 小時縮短至 15 分鐘。未來,氣缸將與數字孿生技術結合,實現虛擬調試和故障預演,從而進一步提升工業自動化水平。
氣缸潤滑分為油霧潤滑和無油潤滑:油霧潤滑需選用專門的潤滑油(如 ISO VG 10),油霧粒徑小于等于50μm,每 1000m3 空氣耗油量小于等于5ml;無油潤滑采用自潤滑襯套(材質為 POM+MoS?),摩擦系數小于等于0.1,適用于食品、醫藥行業。維護要點:油霧潤滑氣缸需每周清洗油霧器,防止堵塞;無油潤滑氣缸需每月檢查襯套磨損(間隙大于0.1mm 需要更換)。某制藥廠通過改用無油潤滑氣缸,避免了潤滑油對藥品的污染,同時將維護頻率從每周 1 次降低至每月 1 次。氣缸的負載率一般不超過80%,否則可能導致速度下降或壽命縮短。

氣缸選型需基于力學參數與工況需求。首先需計算負載力,公式為 F = P × A(氣壓×有效活塞面積)。例如,在0.6 MPa氣壓下,缸徑為50 mm的氣缸理論出力約為1178 N(活塞面積=π×(25 mm)2)。實際應用中需考慮摩擦損失(效率通常取80%-90%)。其次需確定行程長度,過長可能引發活塞桿彎曲,需增加導向機構。速度方面,普通氣缸的活塞運動速度一般為50-500 mm/s,高速氣缸可達1 m/s以上。緩沖設計可減少終端沖擊,延長使用壽命。此外,安裝方式(如法蘭式、腳座式)需匹配機械結構。例如,垂直安裝時需額外考慮重力對負載的影響。對于高精度場景,可選用帶磁性開關的氣缸以實現位置反饋。選型工具(如廠商提供的計算軟件)可輔助快速匹配需求,避免過載或能源浪費。氣缸在物流分揀線上用于推動包裹,實現自動分類和輸送控制。普陀區氣缸供應商
氣缸的故障模式包括漏氣、卡滯、出力不足及活塞桿彎曲等。普陀區氣缸供應商
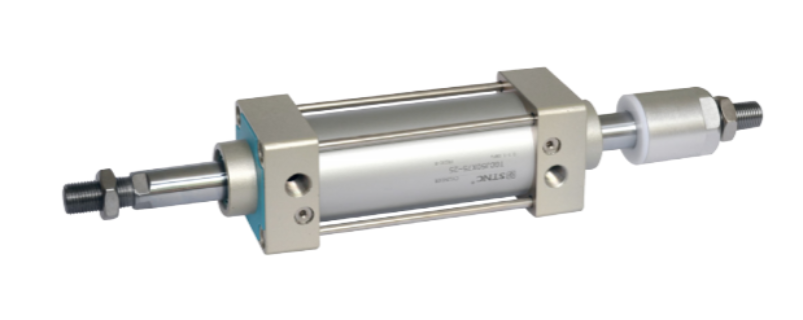
氣缸是一種將壓縮空氣或液壓油的壓力能轉換為機械能的直線運動執行元件,普遍應用于工業自動化領域。其關鍵結構包括缸筒、活塞、活塞桿、端蓋及密封件等部分。當壓縮空氣或液壓油進入氣缸一側腔體時,推動活塞在缸筒內做直線運動,從而帶動活塞桿伸出或縮回。根據作用方式,氣缸可分為單作用氣缸(依靠彈簧復位)和雙作用氣缸(通過雙向氣壓驅動)。氣缸的運動速度和力的大小可通過調節流體壓力或流量來控制。由于其結構簡單、可靠性高且維護方便,氣缸成為自動化生產線、機械加工和物料搬運系統中的關鍵組件。普陀區氣缸供應商
- 麗水哪里有過濾器什么價格 2025-06-21
- 青浦區什么是接頭咨詢報價 2025-06-21
- 普陀區什么是電磁閥維修 2025-06-21
- 舟山自動化電磁閥使用方法 2025-06-21
- 無錫哪里有氣缸咨詢報價 2025-06-21
- 崇明區自動化氣缸修理 2025-06-20
- 揚州自動化電磁閥使用方法 2025-06-20
- 蘇州購買接頭規格尺寸 2025-06-20
- 普陀區氣缸供應商 2025-06-20
- 浙江耐用氣缸推薦貨源 2025-06-20
- 浙江智能超聲波分散哪里有賣的 2025-06-21
- 陜西抗風浪網箱廠家 2025-06-21
- 河南抗風浪網箱公司 2025-06-21
- 深圳定做桌面型雕刻機設計 2025-06-21
- 東莞新能源省電空調廠家 2025-06-21
- 宜昌輪胎式蜘蛛車參考價 2025-06-21
- 南京超聲波點焊機性能 2025-06-21
- 廣州鋁合金真空腔體 2025-06-21
- 無錫切割機企業 2025-06-21
- 青浦區本地管式膜廠家電話 2025-06-21