河南多功能SPC地板生產線工藝
SPC地板主要性能要求
1.有較低的收縮率、翹曲度和較好的韌性。
2.保證各種環境下不易變形和較好的鎖扣拉力以及基材和膜之間一定的剝離力。性能主要依靠材料種類組份加工工藝設備能力來決定。
加工要求
1.由于SPC地板生產線擠出量比較大,而且需要在線復膜,因此連續生產的穩定性相當重要。
2.由于SPC地板是高填充,螺桿磨損嚴重,螺桿價值比較高,因此必須考慮螺桿壽命對總成本的影響。
3.地板比較薄、厚度公差要求小,擠出速度快,因此要求有較好的物料分散性、塑化性能和流動性。
只有充分了解產品的質量和加工要求,結合設備、材料,合理設計配方和加工工藝,掌握其作用和相互間的關系和影響,就能平衡好產品質量、生產效率、配方成本、加工成本這幾個要素。 SPC石晶地板怎么生產的。河南多功能SPC地板生產線工藝
SPC地板生產線
SPC鈣地板的英文為:Mutilevel composite board也是質多層復合PVC鈣塑地板的簡稱,SPC鈣塑地板是通過擠出機擠出PVC的基材,用四銅壓光機組,分別把PVC彩膜+PVC耐磨層+PVC底膜,一次性壓貼復合而成的產品,工藝簡單、貼合靠熱量完成,不含膠水。SPC地板的優點:1、綠色環保SPC地板的主要原料是聚氯乙烯,聚氯乙烯是環保無毒可再生資源,它早已大量的使用在人們的日常生活中,比如餐具、醫用的輸液管袋等,其環保性是無需擔憂的。SPC地板(片材)主要成分是天然石粉,經檢測不含任何放射性元素,更是綠色環保的新型地面裝飾材料。2、超輕超薄SPC地板有3.2mm-12mm的原度,每平方米重量只有2-7.5kg左右,不足普通地面材料的10%,在高層建筑中對于樓體承重和空間節約,有著相對較大的優勢。同時在二次裝修、改造中有著特殊的優勢。3、超極強的耐磨SPC地板表面有一層經高科技加工特殊的透明耐磨層,其耐磨轉數可達8000轉以上。傳統的地面材料中較為耐磨的強化木地板耐磨轉數只有800-4000轉。吉林銷售SPC地板生產線值得推薦嘉好機械是做什么機器的?

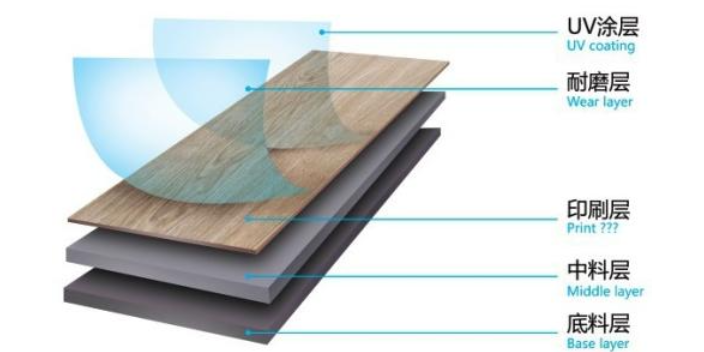
SPC地板生產線-SPC是英文StonePlasticComposites的首字母縮寫。SPC鎖扣地板由基材層、PVC裝飾層、耐磨層經高溫壓延而成。表面采用壓花和UV技術處理。基材層:石粉與PVC材料混合,經高溫擠壓而成的復合板。PVC裝飾層:多種木紋、石紋、布紋裝飾層,可滿足不同場合、不同品味的需求。耐磨層:PVC透明耐磨層,厚度約0.3-0.7mm,質地透明,附著力強,耐磨耐刮。UV涂層:UV油用固化劑固化而成的涂層,能防止板內化學物質被紫外線揮發。靜音墊:高發泡材料,增加腳部舒適度。
SPC地板生產線是指用于生產SPC地板的一整套設備和工藝流程。它包括原材料處理、成型、壓花、UV涂層、切割、包裝等多個環節。通過SPC地板生產線,可以將原材料經過一系列工藝加工,**終制成***的SPC地板產品。
SPC地板生產線采用先進的自動化設備和智能控制系統,能夠實現高效的生產效率。相比傳統的地板生產方式,SPC地板生產線能夠大幅提高生產效率,降低人工成本,提升企業競爭力。
SPC地板生產線采用專業的成型設備,能夠精確控制地板的厚度、寬度和長度,確保每一塊地板的尺寸一致性。這不僅提高了地板的安裝效果,還增強了地板的整體美觀度。
SPC地板生產機器供應商?
這些具有獨特的毛細結構的超細纖維增加了單位面積纖維的數量和表面積,從而使熔噴布具有很好空氣過濾性,是較為良好的口罩材料,在大中小醫療機構,在地震,洪水侵襲的受災地區,在非典、禽流感和H1N1病毒的高發季節,熔噴濾紙以它強勁的過濾性能,發揮著不可替代的作用。
目前,熔噴法非織造布的主要用于:1.過濾材料2.醫療衛生用材料3.環境保護材料4.服裝材料5.電池隔膜材料6.擦拭材料。
其中過濾材料應用較廣,其次是醫療衛生用材料、環境保護材料、服裝材料、電池隔膜材料以及擦拭材料等。
板材生產線可以生產節能環保的新型墻材板材生產線可以生產節能環保的新型墻材隨著時代不斷地發展,國家推行節能減排,循環經濟的政策。
雙俊板材生產線生產的墻板從生產到施工,整個過程節能環保無環境污染。相信未來像板材生產線生產的節能環保的新型墻材,一定有非常好市場前景。
板材生產線搶手的原因:因為輕質墻板生產線的生產出來的輕質墻板建材是國家扶持類的項目,輕質墻板屬于節能利廢的,現在國家污染嚴重,傳統建材的生產減少,所以新型墻板建材是以后的建筑材料。輕質墻板可以做鋼結構集成房屋,室內外的裝飾隔斷,應該非常廣闊,輕質墻板可以減少墻體面積。 LVT地板可以用SPC設備嗎。河南多功能SPC地板生產線工藝
穩定高效的擠出機適合做SPC。河南多功能SPC地板生產線工藝
常見問題簡析--產品成型不良
1、產品尺寸不穩定,定型模不滿模,壁厚不均勻
原因:配方內外潤滑不合理,定量喂料轉速不穩定,螺桿料桶磨損嚴重,配合間隙不對。
解決方案:改善內外滑劑配比,修正喂料故障,更換料桶和螺桿,調整料桶和螺桿間隙。
2、產品外觀亮澤不均勻、色差偏差明顯,表面出現不規則魚鱗紋;產品性能不良;韌性差,產品偏脆、抗沖擊性能不合格
原因:配方結構不合理,無機填充過高,塑化不良,抗沖材料添加量不足。
解決方案:修正配方結構,適當降低無機填充物含量,修正物料塑化至65%左右,酌情增加抗沖材料。
3、成品產出彎曲,形變,局部下陷
原因:機頭與定型模不在同一平面,擠出速度過快,冷卻水溫過高,水壓過小水流量不足、水氣路不通暢,真空負壓不足。
解決方案:矯正機頭口模和定型模在同一水平面、降低擠出速度&冷卻水溫,提升水壓和流量,調整真空負壓檢查水路、氣路暢通。 河南多功能SPC地板生產線工藝
- 貴州聚氨酯木飾面板生產線定制 2025-06-22
- PVC木飾面板擠出機定制 2025-06-22
- 山西PP木飾面板擠出機廠家 2025-06-22
- 江蘇PP木飾面板擠出生產線 2025-06-21
- 中國臺灣WPC木飾面板生產線設備定制 2025-06-21
- 湖北木塑木飾面板擠出生產線 2025-06-21
- 中國臺灣木塑木飾面板生產設備定制 2025-06-21
- 中國澳門PP木飾面板生產線定制 2025-06-21
- 河南PVC廣告木飾面板生產設備定制 2025-06-21
- 山東木飾面板擠出生產線供應商 2025-06-21
- 購買不銹鋼反應釜共同合作 2025-06-22
- 臨平區大型機械設備裝卸平臺 2025-06-22
- 陜西熱熔膠熱壓機出廠價 2025-06-22
- 麗水節能電機哪種好 2025-06-22
- 江蘇高速精密激光切管機質量 2025-06-22
- 吉林密封干燥箱多少錢 2025-06-22
- 湖南三項脈沖靜電除塵器改造振打器 2025-06-22
- 上海廚房后場地溝隔渣籃 2025-06-22
- 整合研磨機推薦 2025-06-22
- 海珠ABB工業機器人控制器 2025-06-22