金華耐高溫SMC板廠家
SMC復合材料(片狀模塑料)經高溫一次模壓成型,具有機械強度高、材料重量輕、耐腐蝕、使用壽命長,絕緣強度高、耐電弧、阻燃、密封性能好,且產品設計靈活,易規模化生產,并有安全美觀的優點,具有全天候防護功能,能夠滿足室外工程項目中各種惡劣環境和場所的需要,克服了室外金屬設備箱體的易銹蝕、壽命短和隔熱保溫性能差等缺陷,廣泛應用于電信、電力和鐵路等領域。SMC絕緣板采用不飽和聚酯片狀模塑塑料壓制而成,具有色澤均勻、耐電弧、FV0阻燃,吸水率低、耐漏電性好、尺寸公差穩定、翹曲小、介電強度及耐電壓高。SMC板,就選上海南絕新材料科技有限公司,讓您滿意,期待您的光臨!金華耐高溫SMC板廠家
隨著我國國民經濟的飛速發展,城市住房建設速度不斷加快,隨之而來的是越來越多的高層建筑應運而生,組合式SMC水箱作為高層住宅供水系統配套的用供儲水設備,為城市居民帶來了巨大的方便。SMC水箱是工礦企業及民用住宅的公共供水系統必不可少的組成部分。根據需要可對SMC水箱進行設計使其具有保溫功能,其原理是在水箱板外側與蒙皮間填充聚氨酯發泡材料,利用聚氨酯發泡材料的隔熱性能達到保溫的效果,生產效率高,目前在國內已有廣泛應用。因SMC水箱獨特的優點,近年來國外部分企業開始關注以SMC水箱代替傳統池塘進行水產養殖,在國內這樣的案例較少,因此具有廣闊前景和應用范圍。鹽城SMC板SMC板,就選上海南絕新材料科技有限公司,有需求可以來電咨詢!
SMC材料本身是耐腐蝕材料,因此它不需要為了防腐和提高黏接性能而進行磷化處理。與金屬相比,SMC板的應用可降低成本,節約能源。SMC制品具有良好的耐熱性能。SMC制品脫模后能在-50~200℃內保持尺寸的穩定性。優異的耐熱性能滿足在汽車零部件上的使用。SMC材料是比較適合鋼板噴涂技術的材料。SMC具有和鋼相似的熱膨脹系數和耐熱性,經過噴涂的SMC制品可以在與鋼材相同的烘房溫度下進行涂層的固化。SMC的成型,目前主要采用金屬對模的壓制成型法。其工藝過程較簡單,將適合要求的SMC片材剪裁成所需的形狀和確定加入層數,揭去兩面的保護薄膜,按一定要求疊合,并放置在模具的適當位置上,即可按規定的工藝參數加溫加壓成型。
SMC具備以下特點,足以讓汽車制造商有理由選用這種材料:1、重量減輕;(大約比相同性能的鋼材部件輕20%-35%);2、部件集成化,降低了制造過程的復雜性:金屬件需要10-12付鋼模(沖壓及成型),SMC制件只需要2付模具;3、投資成本低;(相同零部件通常比金屬沖壓工藝投資節省約40%);4、與鋁或鋼相比較,抗損壞性能提高,特別是外飾件;5、耐腐蝕性能;6、噪音、震動和粗糙度性能的改善;7、設計自由度高:SMC具有A級表面質量,與鋼鐵制件一樣,線性熱膨脹系數與鋼鐵相似,SMC能與鋼鐵、鋁材料復合使用。8、適合各種涂裝工藝:SMC材料耐熱性能好,能達到200℃,且與電泳涂料兼容性好。9、回收材料的應用:(1)粒徑在直徑小于300um:替代填料,用量在3-15%取決于制品表面效果和機械性能要求;(2)纖維和大顆粒:30%有機物焚燒(水泥制造過程能量回收),70%回收至無機物。10、行人保護功能。上海南絕新材料科技有限公司為您提供專業的SMC板,歡迎新老客戶來電!
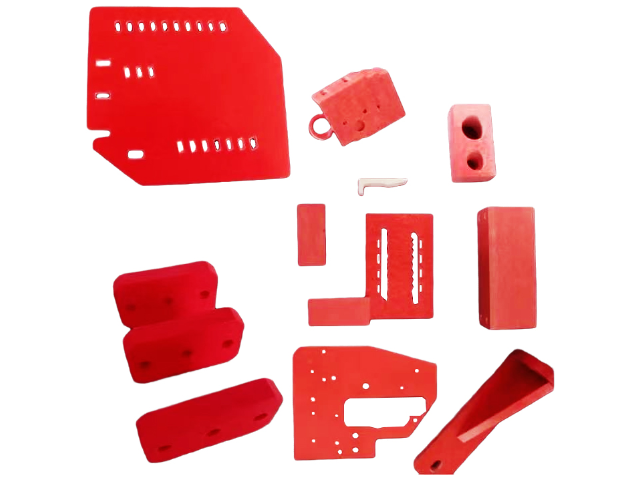
SMC片材在汽車上的應用分為通用型、結構件、功能型三大類,不同類的SMC片材所應用領域不同,其組分配比有較大差別,所表現出來的性能也不相同。通用型SMC片材主要替代原有的裝飾件以及非承力結構,利用玻璃鋼可設計、易成型的特點,替代鋼材等金屬材料,減輕零部件的重量。如內裝飾板、儀表盤、車燈、車門內把手、轉向桿、引擎蓋、頂蓋、后備箱周邊、地板等。結構型SMC片材為汽車提供結構件所需的強度、剛度等力學性能,樹脂基體采用高性能乙烯基酯樹脂或環氧樹脂,主要用于車身、框架,如車身、底盤、保險杠、車門、車篷頂蓋、阻流板、翼子板、座椅骨架等,對SMC片材提出了更高的機械性能需求,碳纖維/環氧SMC在此領域具有明顯優勢。功能型SMC是針對特殊性能需求的材料,如耐溫、防腐蝕、高韌性等,主要由樹脂基體提供,如發動機罩、齒輪箱殼體、齒輪箱罩、導風罩、水箱、風扇蓋板、排水管接口、天然氣氣瓶等需要耐高溫、耐濕熱、耐腐蝕要求,保險杠需要高韌性,功能型SMC很好的滿足了相應的性能需求。上海南絕新材料科技有限公司是一家專業提供SMC板的公司,歡迎您的來電哦!無錫開關柜絕緣SMC板
上海南絕新材料科技有限公司為您提供專業的SMC板,歡迎您的來電!金華耐高溫SMC板廠家
SMC材料受熱塑化后,熔融粘度大,在交聯固化反應完成前,沒有足夠的時間、壓力、和體積使融體充滿模腔。SMC模壓料存放時間過長,苯乙烯揮發過多,造成SMC模壓料的流動性能明顯降低。樹脂糊未浸透纖維。成型時樹脂糊不能帶動纖維流動而造成缺料。由上述原因所引起的缺料,直接的解決方法是切料時剔除這些模壓料。加料量不足引起缺料。解決方法是適當增大加料量。模壓料中裹有過多的空氣及大量揮發物。解決方法有:適當增加排氣次數;適當加大加料面積,隔一定時間清理模具;適當增大成型壓力。加壓過遲,模壓料在充滿模腔前已完成交聯固化。金華耐高溫SMC板廠家
- 蕪湖層壓玻璃布環氧板廠家批發 2024-12-10
- 鹽城耐高壓SMC板廠家 2024-12-09
- 鎮江A級電木板治具加工 2024-12-09
- 寧波PT柜絕緣SMC板 2024-12-09
- 福建開關柜絕緣SMC板 2024-11-18
- 浙江層壓玻璃布環氧板 2024-11-18
- 江西鋰電池隔板電木板治具加工 2024-11-16
- 湖州耐高溫電木板板面定制 2024-11-16
- 滁州紅色SMC板加工成型 2024-11-16
- 蘇州環氧板廠家 2024-11-12
- 江陰特制不銹鋼控制柜哪家好 2025-06-21
- 松江區生態旋塞銷售原料 2025-06-21
- 甘肅化工廠防爆配電箱 2025-06-21
- 四川工業平板電腦應用場景 2025-06-21
- 遼寧永磁同步永磁無刷驅動器生產研發 2025-06-21
- 615MZ雙電源切換開關代理 2025-06-21
- 襄陽印制PCB制版 2025-06-21
- 包塑管卡套接頭訂做費用 2025-06-21
- 南通直流防爆電瓶車充電樁品牌 2025-06-21
- 揚州出口卷筒電纜耐水 2025-06-21