福建柱塞式注塑機設(shè)備廠家
注塑生產(chǎn)線面臨多樣化產(chǎn)品需求,選擇適配的注塑機型號是提升靈活性的關(guān)鍵。不同型號注塑機在鎖模力、注射量、模板尺寸等參數(shù)上差異明顯。對于生產(chǎn)小型精密塑料制品,如電子元器件外殼,需選用鎖模力較小、注射量的微型注塑機,其能滿足高精度成型要求,且占地面積小,便于靈活布局在生產(chǎn)線。而生產(chǎn)大型塑料制品,像汽車保險杠,則需配備大鎖模力、大注射量的大型注塑機。同時,一些多功能注塑機具備多種成型工藝,如雙色注塑、氣輔注塑等,可滿足不同產(chǎn)品設(shè)計需求。根據(jù)產(chǎn)品種類、批量大小、生產(chǎn)工藝等因素,合理選擇注塑機型號,能使生產(chǎn)線快速切換生產(chǎn)任務(wù),適應(yīng)市場變化,提升整體生產(chǎn)靈活性與企業(yè)競爭力。注塑機模具溫度控制準。精確控制模具溫度,生產(chǎn)溫度敏感塑料,保證質(zhì)量和效率。福建柱塞式注塑機設(shè)備廠家
注塑機的性能直接影響到塑料制品的質(zhì)量。注塑機的注射系統(tǒng)決定了塑料熔體的塑化效果,若注射系統(tǒng)性能不佳,塑料塑化不均勻會導(dǎo)致制品出現(xiàn)氣泡、分層等缺陷,注射德精度低則會使制品尺寸偏差過大。合模系統(tǒng)的精度和穩(wěn)定性對制品的外觀質(zhì)量和尺寸精度起著關(guān)鍵作用,合模力不足或合模精度差會導(dǎo)致飛邊、變形等問題。溫度控制系統(tǒng)的準確性影響塑料的熔融和冷卻過程,溫度控制不當會使塑料分解或制品冷卻不均,產(chǎn)生內(nèi)應(yīng)力和翹曲變形。此外,注塑機的液壓系統(tǒng)、電氣控制系統(tǒng)等部件的性能也會間接影響制品質(zhì)量,如液壓系統(tǒng)壓力波動會導(dǎo)致注射壓力不穩(wěn)定,電氣控制系統(tǒng)受干擾會使工藝參數(shù)失控。因此,注塑機各系統(tǒng)的性能優(yōu)劣直接關(guān)系到塑料制品質(zhì)量的好壞。福建伺服節(jié)能注塑機哪里有優(yōu)化注塑機的參數(shù)設(shè)置可以減少廢品率。
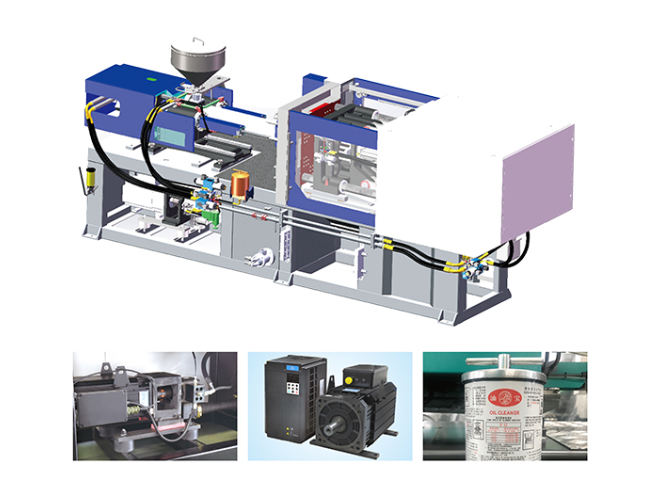
高效的注塑機只有與高質(zhì)量的模具和輔助設(shè)備相配合,才能充分發(fā)揮其性能優(yōu)勢。高質(zhì)量的模具在設(shè)計上要符合塑料制品的形狀、尺寸精度、壁厚均勻性等要求,模具的型腔表面光潔度高,能夠減少制品脫模時的摩擦力,減少制品表面粗糙度。在材料選擇上,采用品質(zhì)好的模具鋼,具有良好的強度、硬度、耐磨性和耐腐蝕性,確保模具在長期使用過程中不變形、不損壞。例如,對于批量生產(chǎn)高精度塑料制品的模具,采用進口的熱作模具鋼,并經(jīng)過特殊的熱處理工藝,提高模具的綜合性能。輔助設(shè)備方面,干燥機能夠有效去除塑料原料中的水分,防止在注塑過程中產(chǎn)生氣泡、銀絲等缺陷;上料機保證原料穩(wěn)定、均勻地供應(yīng)到注塑機料斗,避免因原料不足或堵塞導(dǎo)致生產(chǎn)中斷;冷卻塔則為注塑機的液壓系統(tǒng)和冷卻系統(tǒng)提供穩(wěn)定的冷卻水源,維持系統(tǒng)的正常工作溫度。這些高質(zhì)量的模具和輔助設(shè)備與注塑機協(xié)同工作,提高了生產(chǎn)效率和產(chǎn)品質(zhì)量,降低了廢品率和生產(chǎn)成本。
隨著工業(yè)自動化發(fā)展,新型注塑機借助 PLC(可編程邏輯控制器)控制實現(xiàn)質(zhì)的飛躍。PLC 如同注塑機的 “智慧大腦”,可對設(shè)備運行全過程進行控制。操作人員只需在控制界面輸入產(chǎn)品成型工藝參數(shù),如注射速度、保壓時間、開合模行程等,PLC 便依據(jù)預(yù)設(shè)程序,精確控制電機、液壓系統(tǒng)等執(zhí)行機構(gòu)動作。在生產(chǎn)過程中,PLC 實時采集傳感器反饋數(shù)據(jù),如溫度、壓力、位置等,對設(shè)備運行狀態(tài)進行監(jiān)測與調(diào)整。當參數(shù)出現(xiàn)偏差時,能迅速自動糾正,確保產(chǎn)品質(zhì)量穩(wěn)定。同時,PLC 控制還能實現(xiàn)多臺注塑機聯(lián)網(wǎng)集中控制,便于車間生產(chǎn)管理。新型注塑機通過 PLC 控制,大幅提升自動化水平,減少人工干預(yù),提高生產(chǎn)效率與產(chǎn)品一致性,推動注塑行業(yè)向智能化、高效化邁進。先進的注塑機具備自動清洗功能,減少停機時間。

注塑機的注射壓力曲線分析有助于優(yōu)化工藝參數(shù)。注射壓力曲線反映了注塑過程中注射壓力隨時間的變化情況。通過對注射壓力曲線的分析,可以了解塑料在模具內(nèi)的填充過程是否順暢,是否存在壓力不足或壓力過高的情況。例如,如果注射壓力曲線在填充階段上升緩慢,可能表示塑料流動性差或澆口尺寸過小,導(dǎo)致填充不充分,此時可適當提高注射速度或增大澆口尺寸。若注射壓力在保壓階段下降過快,可能會造成制品收縮、凹陷等缺陷,需調(diào)整保壓壓力和保壓時間。通過不斷分析注射壓力曲線,優(yōu)化注射速度、保壓壓力、時間等工藝參數(shù),能夠提高制品的成型質(zhì)量,減少次品率,同時降低生產(chǎn)成本,提高生產(chǎn)效率。注塑機的注射壓力傳感器需定期校準。廣東多模轉(zhuǎn)盤式注塑機銷售廠家
選購注塑機時,應(yīng)考慮其能耗和環(huán)保性能。福建柱塞式注塑機設(shè)備廠家
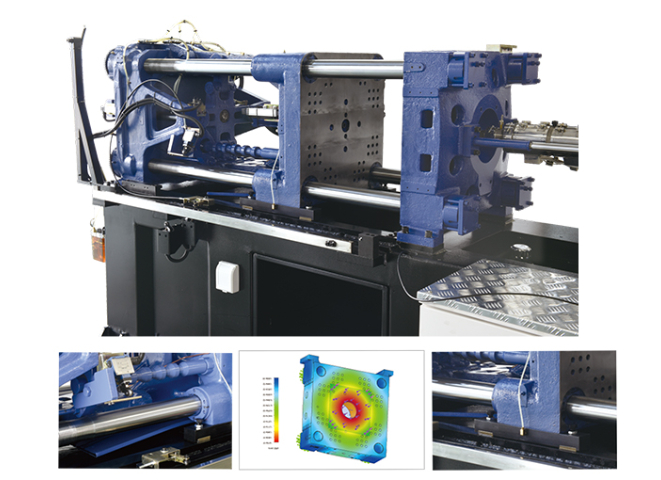
先進的注塑機通過優(yōu)化注射路徑,減少材料浪費。傳統(tǒng)注塑機的注射路徑設(shè)計往往較為固定,塑料熔體在模具內(nèi)流動時,可能因路徑不合理導(dǎo)致流動阻力大、填充不均,使得部分區(qū)域過度填充,造成材料浪費,同時還可能引發(fā)制品內(nèi)應(yīng)力集中等問題。而先進注塑機借助計算機流體力學(CFD)模擬技術(shù),在生產(chǎn)前對塑料熔體在模具內(nèi)的流動進行仿真分析,根據(jù)制品形狀、尺寸及塑料特性,規(guī)劃出注射路徑。例如,針對復(fù)雜形狀制品,采用多點進澆、變截面流道等優(yōu)化方式,使塑料熔體能夠更均勻、高效地填充模具型腔,避免局部過量注射。這不僅能減少因材料浪費帶來的成本增加,還能降低德制品的廢品率,提高生產(chǎn)效率,使企業(yè)在原材料成本日益上漲的市場環(huán)境中,增強成本控制能力和市場競爭力。福建柱塞式注塑機設(shè)備廠家
- 武漢螺桿式注塑機多少錢 2025-06-25
- 廣西兩板注塑機近期價格 2025-06-25
- 無錫果框注塑機推薦廠家 2025-06-25
- 福建角式注塑機性能 2025-06-25
- 江蘇半自動注塑機廠家 2025-06-25
- 佛山工業(yè)注塑機交易價格 2025-06-25
- 上海柱塞式注塑機市面價 2025-06-25
- 福建柱塞式注塑機生產(chǎn)廠家推薦 2025-06-24
- 瀏陽注塑機費用 2025-06-24
- 安徽果框注塑機特點 2025-06-24
- 高溫固化室改造 2025-06-25
- 漿液循環(huán)泵 2025-06-25
- 海南汽車線纜卷盤直銷 2025-06-25
- 羅湖區(qū)加工變壓器特點 2025-06-25
- 河北柜體生產(chǎn)線技術(shù)指導(dǎo) 2025-06-25
- 實驗單螺桿造粒生產(chǎn)線客服電話 2025-06-25
- 山西哪些消音器 2025-06-25
- 長春大型磁力磁性聯(lián)軸器供應(yīng)商 2025-06-25
- 揚州小型壓片機 2025-06-25
- 河北蔬菜種子加工廠家報價 2025-06-25