靜安區全斯福彎管機生產廠家
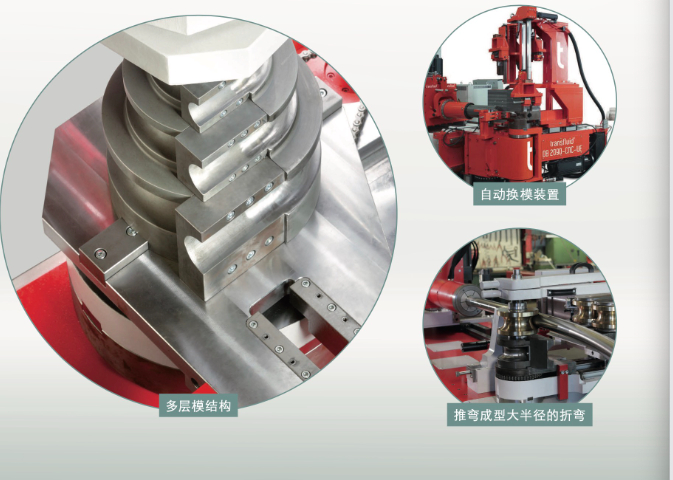
模具快速更換技術明顯提升了數控彎管機的生產柔性,通過機械結構創新實現 “分鐘級” 換型。采用燕尾槽 + 液壓鎖緊的模具安裝系統,操作人員無需使用工具即可在 3 分鐘內完成彎曲模、防皺模的同步更換,某軌道交通配件廠借此實現了從地鐵扶手管(R=100mm)到高鐵制動管(R=30mm)的快速切換,單日完成 8 個品種生產。模具定位采用激光校準技術,更換后系統自動掃描模具基準面,10 秒內完成精度補償,首件合格率保持在 98% 以上,徹底改變了傳統彎管機換模后需多次試彎的低效模式。數控彎管機的彎管半徑可在 0.5D-5D 范圍內調節,滿足不同工況需求(D 為管徑)。靜安區全斯福彎管機生產廠家
數控彎管機的重要技術體系構建了高精度加工的底層邏輯,其數控系統通過多軸聯動控制算法實現管材彎曲的毫米級精度把控。設備采用雙伺服電機驅動方案,送料軸與彎曲軸的位置反饋分辨率達 0.001mm,配合光柵尺閉環檢測,可將 DN50 碳鋼鋼管的彎曲角度誤差控制在 ±0.3° 以內。某工程機械廠使用配備雷尼紹激光干涉儀的數控彎管機,加工的液壓油管在 150MPa 壓力測試中無泄漏現象,這得益于設備對彎曲回彈量的動態補償技術 —— 系統會根據實時采集的管材應變數據,自動修正下一次彎曲的角度參數,使復雜管件的一次性合格率提升至 97% 以上。普陀區Transfluid彎管機銷售電話高鐵制動系統的銅管彎曲需依賴數控設備,確保高壓管路的安全性與可靠性。

數控彎管機的智能故障診斷系統為生產連續性提供了堅實保障,通過多維度數據采集實現預判性維護。設備內置的振動傳感器以 10kHz 采樣頻率監測軸承運行狀態,當某汽車配件廠的設備主軸軸承出現早期磨損時,系統提前 48 小時發出更換預警,避免了因軸承失效導致的停機事故。電氣系統的故障定位精度達模塊級,觸摸屏可實時顯示故障代碼及修復指引,某工程機械廠因此將平均維修時間從 2.5 小時縮短至 40 分鐘。云端診斷平臺還能匯總多臺設備的運行數據,通過 AI 算法識別潛在風險,使設備年均故障率降低 60% 以上。
在綠色制造領域,數控彎管機的智能能耗管理系統實現了電能效率的較大化利用。伺服驅動系統采用再生制動技術,將管材彎曲時的動能轉化為電能回饋至電網,某空調企業實測顯示該技術使單機年節電 1.8 萬度。溫度自適應控制系統根據液壓油粘度 - 溫度曲線自動調節冷卻流量,在夏季高溫工況下,設備能耗較傳統機型降低 15%。更值得關注的是,設備的待機功耗控制在 50W 以內,配合工廠能源管理系統(EMS)的峰谷電調度,某壓力容器廠通過錯峰生產使彎管工序的用電成本下降 28%,兼顧了生產效率與環保效益。伺服電機與減速器直連傳動,減少中間環節誤差,提升彎管角度控制精度。
數控彎管機的多維誤差補償技術構建了精密加工的智能防護網,通過動態數據反饋實現全流程精度把控。設備內置的應變傳感器以 1000Hz 的采樣頻率監測管材彎曲時的形變數據,當檢測到壁厚偏差超過 0.03mm 時,系統自動調整彎曲速度與壓力組合,某航空導管廠使用該技術后,將 φ8mm 鈦合金管的彎曲橢圓度控制在 0.5% 以內。針對材料回彈的非線性特性,設備采用機器學習算法建立回彈預測模型,通過積累 20 萬組加工數據,使不同批次鋁合金管的回彈補償精度提升至 ±0.2°,經三坐標測量儀檢測,復雜空間彎管的點位偏差≤0.3mm,滿足航空發動機管路的裝配要求。冷鏈物流設備的保溫管道加工,通過數控彎管機實現緊湊布局,減少冷量損耗。靜安區全斯福彎管機生產廠家
每臺數控彎管機出廠前需通過 24 小時連續運行測試,確保穩定性達標。靜安區全斯福彎管機生產廠家
全自動彎管機的培訓體系通過數字化手段實現了技能傳承的高效革新。虛擬現實(VR)培訓系統構建了 1:1 的設備虛擬操作環境,學員佩戴頭顯即可在虛擬空間中練習模具更換、參數調試等操作,系統會實時標注錯誤步驟并提供修正指引。某職業院校引入該培訓系統后,學員掌握彎管機操作的時間從傳統的 40 課時縮短至 12 課時,且實操考核的一次通過率提升至 92%。設備還支持 AR 遠程指導功能,新手操作人員通過智能眼鏡接收工程師的實時標注與語音指令,在復雜模具調試中可減少 70% 的試錯次數,有效解決了技能型工人短缺的行業難題。靜安區全斯福彎管機生產廠家
- 馬鞍山Transfluid彎管機定做 2025-06-07
- 馬鞍山自動彎管機報價 2025-06-07
- 閔行區特馬液壓彎管機價格 2025-06-07
- 虹口區德國全斯福彎管機設計 2025-06-07
- 青浦區特馬彎管機價格 2025-06-07
- 普陀區機器人彎管機定制 2025-06-07
- 靜安區全斯福彎管機生產廠家 2025-06-07
- 德國全斯福彎管機定制 2025-06-07
- 嘉定區彎管機定制 2025-06-07
- 馬鞍山特馬彎管機廠家 2025-06-07
- 上海不銹鋼過濾設備費用 2025-06-07
- 呼和浩特恒溫熱風機批發價格 2025-06-07
- 嘉興三軸數控機床供應商 2025-06-07
- 蘇州便攜式制氧機價格 2025-06-07
- 成都共箱封閉母線槽批發商 2025-06-07
- 河北附近哪里有防孤島保護裝置銷售電話 2025-06-07
- 廣東泥漿過濾機生產 2025-06-07
- 杭州教學設備工廠 2025-06-07
- 廣州工廠產線升級改造 2025-06-07
- 玉環數控機床中心出水系統推薦品牌 2025-06-07