-
掘進(jìn)機(jī)常見故障分析及處理方法
-
懸臂式掘進(jìn)機(jī)與全斷面掘進(jìn)機(jī)的區(qū)別
-
正確使用采煤機(jī)截齒及其重要性
-
掘進(jìn)機(jī)截齒:礦山開采的鋒銳利器
-
掘進(jìn)機(jī)的多樣類型與廣闊市場(chǎng)前景
-
怎么樣對(duì)掘進(jìn)機(jī)截割減速機(jī)進(jìn)行潤(rùn)滑呢?
-
哪些因素會(huì)影響懸臂式掘進(jìn)機(jī)配件的性能?
-
懸臂式掘進(jìn)機(jī)常見型號(hào)
-
懸臂式掘進(jìn)機(jī)的相關(guān)介紹及發(fā)展現(xiàn)狀
-
掘錨機(jī)配件的檢修及維護(hù)
南京全斯福彎管機(jī)
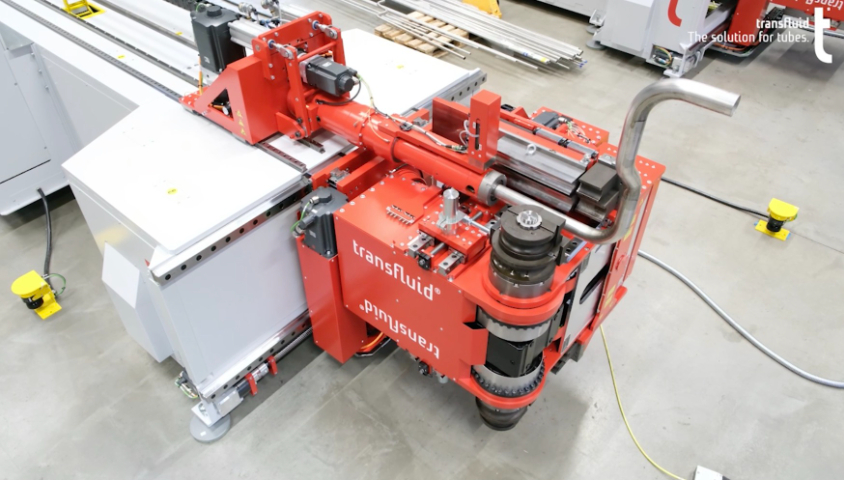
面對(duì)復(fù)雜空間結(jié)構(gòu)的管件加工需求,全自動(dòng)彎管機(jī)的多軸聯(lián)動(dòng)功能展現(xiàn)出強(qiáng)大的工藝適應(yīng)性。傳統(tǒng)手動(dòng)彎管機(jī)只能完成平面內(nèi)的單一角度彎曲,而現(xiàn)代全自動(dòng)設(shè)備配備的 X/Y/Z 軸移動(dòng)機(jī)構(gòu)與旋轉(zhuǎn)軸,可實(shí)現(xiàn)三維空間內(nèi)的螺旋式彎曲。例如在船舶發(fā)動(dòng)機(jī)的排氣管加工中,管件需要繞過復(fù)雜的機(jī)艙結(jié)構(gòu),設(shè)備通過預(yù)先導(dǎo)入的三維模型,自動(dòng)規(guī)劃出較佳的彎曲路徑,使管材在經(jīng)過 5-6 個(gè)不同角度的彎曲后,依然能準(zhǔn)確匹配安裝孔位。這種空間彎曲能力還被普遍應(yīng)用于健身器材的框架制造,讓弧形扶手、橢圓管支架等復(fù)雜造型的加工變得高效且穩(wěn)定。全自動(dòng)彎管機(jī)在工業(yè)制造領(lǐng)域扮演著關(guān)鍵角色,其智能化操作流程極大提升了管件加工的效率與精度。設(shè)備通過數(shù)控系統(tǒng)準(zhǔn)確控制彎管角度、彎曲半徑等參數(shù),操作人員只需在觸摸屏上輸入工藝要求,伺服電機(jī)便會(huì)驅(qū)動(dòng)模具按預(yù)設(shè)軌跡運(yùn)動(dòng),將金屬管材彎曲成所需形狀。這種自動(dòng)化作業(yè)模式,不只避免了人工操作的誤差,還能在連續(xù)生產(chǎn)中保持穩(wěn)定的加工質(zhì)量,尤其適合批量生產(chǎn)汽車排氣管、家具框架等對(duì)規(guī)格一致性要求高的部件。?船舶管道系統(tǒng)的大管徑彎管加工,需數(shù)控設(shè)備配合液壓系統(tǒng)實(shí)現(xiàn)穩(wěn)定彎曲。南京全斯福彎管機(jī)
數(shù)控彎管機(jī)的工藝仿真技術(shù)實(shí)現(xiàn)了從 “經(jīng)驗(yàn)試錯(cuò)” 到 “數(shù)字預(yù)判” 的跨越,通過虛擬建模優(yōu)化加工方案。基于 ANSYS 的有限元仿真模塊可輸入管材力學(xué)性能參數(shù),模擬彎曲過程中材料的應(yīng)力分布與塑性變形,某汽車主機(jī)廠通過仿真將排氣管的彎曲回彈量預(yù)測(cè)誤差控制在 0.3mm 內(nèi),試模次數(shù)從平均 4 次減少至 1 次。三維路徑規(guī)劃功能則能導(dǎo)入 CAD 模型自動(dòng)生成彎曲軌跡,在船舶發(fā)動(dòng)機(jī)復(fù)雜管路加工中,設(shè)備按仿真路徑完成的 6 軸聯(lián)動(dòng)彎曲,使管件與安裝孔的匹配誤差≤0.5mm,大幅縮短了現(xiàn)場(chǎng)調(diào)試時(shí)間。這種 “先仿真后生產(chǎn)” 的模式,將新產(chǎn)品研發(fā)周期壓縮 30% 以上。青浦區(qū)數(shù)控彎管機(jī)售后觸摸屏人機(jī)界面操作便捷,支持導(dǎo)入 CAD 圖紙,一鍵生成彎管加工路徑。

在能耗優(yōu)化領(lǐng)域,全自動(dòng)彎管機(jī)通過智能動(dòng)力管理實(shí)現(xiàn)綠色生產(chǎn)革新。新一代設(shè)備搭載的能量回收系統(tǒng),可將管材彎曲時(shí)產(chǎn)生的動(dòng)能轉(zhuǎn)化為電能存儲(chǔ)于超級(jí)電容,供設(shè)備待機(jī)時(shí)使用,某空調(diào)企業(yè)實(shí)測(cè)顯示該技術(shù)使單機(jī)年耗電量減少 1.2 萬度。溫度自適應(yīng)控制系統(tǒng)則根據(jù)環(huán)境溫度自動(dòng)調(diào)節(jié)液壓油粘度,在北方冬季生產(chǎn)時(shí),設(shè)備啟動(dòng)預(yù)熱時(shí)間從 20 分鐘縮短至 5 分鐘,同時(shí)降低能耗 15%。配合工廠光伏發(fā)電系統(tǒng),部分企業(yè)已實(shí)現(xiàn)彎管工序的 “零碳生產(chǎn)”,契合當(dāng)下綠色制造的發(fā)展趨勢(shì)。
數(shù)控彎管機(jī)的重要技術(shù)體系構(gòu)建了高精度加工的底層邏輯,其數(shù)控系統(tǒng)通過多軸聯(lián)動(dòng)控制算法實(shí)現(xiàn)管材彎曲的毫米級(jí)精度把控。設(shè)備采用雙伺服電機(jī)驅(qū)動(dòng)方案,送料軸與彎曲軸的位置反饋分辨率達(dá) 0.001mm,配合光柵尺閉環(huán)檢測(cè),可將 DN50 碳鋼鋼管的彎曲角度誤差控制在 ±0.3° 以內(nèi)。某工程機(jī)械廠使用配備雷尼紹激光干涉儀的數(shù)控彎管機(jī),加工的液壓油管在 150MPa 壓力測(cè)試中無泄漏現(xiàn)象,這得益于設(shè)備對(duì)彎曲回彈量的動(dòng)態(tài)補(bǔ)償技術(shù) —— 系統(tǒng)會(huì)根據(jù)實(shí)時(shí)采集的管材應(yīng)變數(shù)據(jù),自動(dòng)修正下一次彎曲的角度參數(shù),使復(fù)雜管件的一次性合格率提升至 97% 以上。集成廢料回收裝置,自動(dòng)收集彎曲過程中產(chǎn)生的金屬碎屑,保持車間整潔。

在提升生產(chǎn)效率方面,全自動(dòng)彎管機(jī)的高速加工能力與智能排產(chǎn)系統(tǒng)形成了高效協(xié)同。設(shè)備的快速換模機(jī)構(gòu)可在 3 分鐘內(nèi)完成不同彎曲半徑模具的切換,搭配管材自動(dòng)送料架,能實(shí)現(xiàn) “上料 - 彎曲 - 下料” 的全流程無人化操作。某鋼結(jié)構(gòu)加工廠引入該類設(shè)備后,單根建筑用彎管的加工時(shí)間從傳統(tǒng)工藝的 8 分鐘縮短至 3 分鐘,日產(chǎn)能提升近 200%。更值得關(guān)注的是,設(shè)備內(nèi)置的生產(chǎn)管理軟件可對(duì)接工廠 ERP 系統(tǒng),根據(jù)訂單優(yōu)先級(jí)自動(dòng)排序生產(chǎn)任務(wù),動(dòng)態(tài)調(diào)整加工參數(shù),在多品種混線生產(chǎn)場(chǎng)景中,將訂單交付周期平均縮短 30% 以上,充分滿足了現(xiàn)代制造業(yè)小批量、多批次的生產(chǎn)需求。?汽車排氣管加工中,數(shù)控彎管機(jī)能準(zhǔn)確完成多段連續(xù)彎曲,契合發(fā)動(dòng)機(jī)艙布局需求。金山區(qū)特馬弗萊克斯彎管機(jī)銷售電話
數(shù)控彎管機(jī)的彎管半徑可在 0.5D-5D 范圍內(nèi)調(diào)節(jié),滿足不同工況需求(D 為管徑)。南京全斯福彎管機(jī)
高精度的彎管加工離不開全自動(dòng)彎管機(jī)的多維度誤差控制技術(shù)。設(shè)備采用光柵尺實(shí)時(shí)檢測(cè)管材的送料長(zhǎng)度,精度可達(dá) ±0.1mm,配合伺服電機(jī)對(duì)彎曲角度的閉環(huán)控制,能將角度誤差控制在 ±0.5° 以內(nèi)。對(duì)于壁厚較薄的不銹鋼管材或易變形的銅合金管材,設(shè)備還會(huì)啟動(dòng)防皺板與芯棒輔助系統(tǒng),通過機(jī)械支撐減少管材彎曲時(shí)的截面變形。在某汽車零部件工廠的實(shí)測(cè)數(shù)據(jù)中,該類設(shè)備加工的 2000 件鋁合金燃油管,首件合格率達(dá)到 98.7%,遠(yuǎn)超人工彎管 75% 左右的合格率,充分體現(xiàn)了自動(dòng)化加工在精度控制上的明顯優(yōu)勢(shì)。?南京全斯福彎管機(jī)
- 寶山區(qū)特馬弗萊克斯彎管機(jī)生產(chǎn)廠家 2025-06-11
- 杭州彎管機(jī)多少錢一臺(tái) 2025-06-11
- 杭州機(jī)器人彎管機(jī)設(shè)計(jì) 2025-06-11
- 特馬液壓彎管機(jī)報(bào)價(jià) 2025-06-11
- 馬鞍山特馬弗萊克斯彎管機(jī)生產(chǎn)廠家 2025-06-11
- 靜安區(qū)機(jī)器人彎管機(jī)哪家好 2025-06-11
- 徐匯區(qū)彎管機(jī)生產(chǎn)廠家 2025-06-11
- 長(zhǎng)寧區(qū)彎管機(jī)報(bào)價(jià) 2025-06-11
- 上海特馬液壓彎管機(jī)哪家好 2025-06-11
- 蘇州特馬彎管機(jī)廠家 2025-06-11
- 東城區(qū)供應(yīng)TOKYODIAMOND性價(jià)比高 2025-06-14
- 常州硬質(zhì)合金冷沖模具哪家好 2025-06-14
- 淮安數(shù)字打刻機(jī)批發(fā)零售 2025-06-14
- 吳江精密慢走絲設(shè)備選哪家 2025-06-14
- 平流式刮泥機(jī)訂做 2025-06-14
- 杭州六自由度平臺(tái)價(jià)錢 2025-06-14
- 湖北翅片管翅片管式 2025-06-14
- 常州釬焊板式換熱器批發(fā) 2025-06-14
- 高性能壓力閥哪家好 2025-06-14
- 蘇州2000千瓦發(fā)電機(jī)型號(hào) 2025-06-14