浙江醫療器材電鍍設備
電泳生產線與電鍍生產線的區別
對比項 電泳生產線 電鍍生產線
原理 涂料粒子電泳沉積(有機涂層) 金屬離子電解沉積(金屬鍍層)
涂層材料 水性樹脂涂料(有機物) 金屬或合金(如鋅、鎳、鉻、金等) 主要功能 防腐、裝飾、絕緣(非金屬涂層) 防腐、裝飾、導電、耐磨(金屬鍍層) 工件導電性 金屬工件直接導電;塑料需導電處理 必須導電(金屬或導電化處理的非金屬)典型應用 汽車底漆、家電外殼 五金電鍍、電子元件鍍貴金屬
總結
電泳生產線是通過電場作用實現高效、均勻涂裝的自動化設備,優勢在于環保、高防腐性和復雜工件適應性,廣泛應用于汽車、家電等對涂層質量要求高的領域。其工藝流程涵蓋前處理、電泳涂裝、后處理及自動化控制,是現代工業規模化生產的重要組成部分。 無氰鍍鋅設備使用鋅酸鹽絡合劑替代。浙江醫療器材電鍍設備

廢氣處理設備和電鍍設備的關系
廢氣處理設備是電鍍設備不可或缺的配套設施,在電鍍生產過程中發揮著重要作用,具體關系如下:
保障環境與人員安全:
電鍍過程中會產生如酸霧、堿霧、物氣體等有害廢氣。若不進行處理,這些廢氣會彌漫在車間內,不僅會對操作人員的身體健康造成嚴重危害。廢氣處理設備通過收集和凈化這些有害廢氣,能將車間內的空氣質量維持在安全標準范圍內,同時確保排放到大氣中的廢氣符合環保要求,從而保護環境和人員健康。
保護電鍍設備:
電鍍車間內的酸性或堿性廢氣具有腐蝕性,長期暴露在這些廢氣中,電鍍設備如鍍槽、整流器、加熱裝置等的金屬部件會被腐蝕,導致設備的使用壽命縮短,維修成本增加。
廢氣處理設備有效去除有害廢氣,減少對電鍍設備的腐蝕,保障電鍍生產的穩定進行。
提升電鍍產品質量:
如果車間內廢氣彌漫,空氣中的灰塵、雜質等容易吸附在待鍍工件表面,影響鍍層與工件的結合力,導致鍍層出現麻點、、起皮等缺陷,降低電鍍產品的質量和良品率。廢氣處理設備有助于保持車間內空氣的清潔,減少空氣中雜質對鍍件的污染
滿足環保合規要求:
隨著環保法規的日益嚴格,電鍍企業必須確保其生產過程中的廢氣排放達到國家和地方的環保標準。
廣西防爆型電鍍設備模塊化電鍍設備支持槽體自由組合,可快速切換掛鍍、滾鍍模式,靈活適配多品種小批量生產需求。

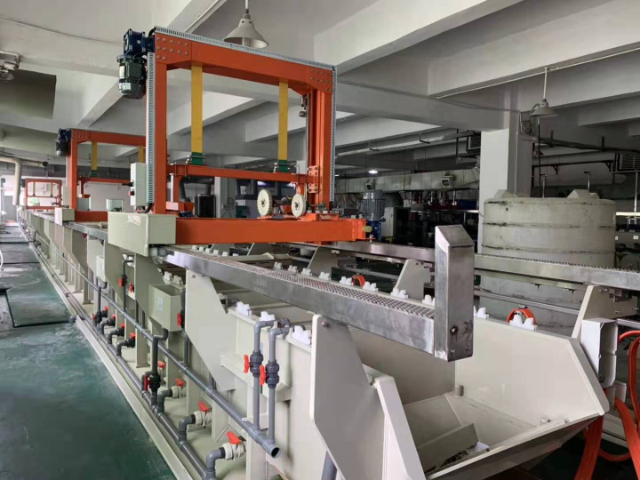
全自動龍門電鍍生產線控制箱
是電鍍自動化生產系統的控制單元,主要用于協調龍門機械手、電鍍槽、電源系統、液位/溫度傳感器等設備的運行,確保電鍍工藝精細執行。
特性說明:主要電器采用西門子及三菱PLC、歐姆龍、富士電器等品牌,每一臺行車可自動、半自動轉換,開放式自由程序選擇,智能控制管理,在電腦和人機界面觸摸屏對數據實時處理及進行有效監控,設計科學合理、緊湊、自動化程度高;用于ABS塑料、汽車、五金、電子、衛浴、燈飾家電等行業
龍門自動線的特點
高精度定位
伺服系統+光柵尺反饋,確保工件浸鍍位置誤差<1mm適用于精密電子接插件、汽車精密部件等對鍍層均勻性要求高的場景(厚度偏差±3-5%)。
多工藝兼容性
可集成除油、酸洗、電鍍、鈍化、烘干等20+工序支持掛鍍、滾鍍(通過可切換掛具)混合生產
柔性化生產
通過編程快速切換工件類型(換型時間<30分鐘)支持小批量多品種(如同時處理10種不同規格螺栓)
穩定性強
故障率<0.5%(關鍵部件如電機、傳感器采用工業級防護)連續運行壽命>10萬小時
典型應用
行業 應用案例 工藝要求 汽車制造 發動機支架鍍鋅、輪轂鍍鉻 耐鹽霧>720小時,厚度10-15μm
電子行業 手機接口鍍金、PCB接插件鍍鎳 鍍層 孔隙率<5個/cm2 五金 衛浴鍍銅鎳鉻三鍍層 表面粗糙度Ra<0.2μm 攪拌設備通過空氣鼓泡或機械槳葉驅動電解液流動,避免濃度分層,提升鍍層均勻性與沉積效率。
環保與安全合規性
廢水廢氣處理設備是否集成循環過濾系統(如RO反滲透膜)?能否達到《電鍍污染物排放標準》(GB21900-2008)。酸霧收集裝置(如側吸風+噴淋塔)是否完善,避免車間環境污染。安全設計防漏電保護(雙重絕緣+接地報警)、緊急停機按鈕、防腐蝕外殼等。符合國家《機械電氣安全標準》(GB5226.1)。
成本與投資回報分析
初期投入
設備價格:小型手動線約5-15萬元,全自動線可達百萬元以上。
配套成本:廢水處理設施、車間改造、環評審批費用。
運營成本
能耗(電費占成本30%-50%)、耗材(陽極材料、濾芯)、人工費用。
維護成本:易損件(加熱管、泵)更換頻率及價格。
回報周期
高附加值產品(如鍍金飾品)可能3-6個月回本,普通鍍鋅件需1-2年。 自動化電鍍線的機器人上下料系統,通過視覺識別定位工件,實現高精度無人化操作。便攜式電鍍設備廠家直銷
連續鍍設備針對鋼帶、銅線等帶狀材料,通過自動化傳輸實現高速電鍍,常見于電子線路板鍍錫。浙江醫療器材電鍍設備
電鍍設備的組成
1.電解電源系統
提供穩定直流電,通常采用高頻開關電源或硅整流器,電壓范圍0-24V,電流可調至數千安培,滿足不同鍍種需求。
2.電解槽體結構
耐腐蝕材質槽體(如PP/CPVC/PVDF),尺寸設計依據生產需求,典型容積0.5-10m3,配置防滲漏雙層結構。
3.電極系統
陽極組件:可溶性金屬(如鎳板)或不溶性陽極(鈦籃+金屬球),配置陽極袋防止雜質擴散
陰極掛具:定制化設計,確保工件均勻受鍍,接觸電阻<0.1Ω
4.工藝控制系統
溫控精度±1℃,流量控制誤差<5%
在線pH監測(±0.1精度)
安培小時計控制鍍層厚度
設備分類與技術參數
類型 適用場景 產能(㎡/h) 厚度均勻性 典型配置
掛鍍線 精密零部件 0.5-2 ±5% 多工位龍門架,PLC控制 滾鍍系統 小件批量處理 3-8 ±15% 六角滾筒,變頻驅動 連續電鍍線 帶材/線材 10-30 ±8% 張力控制+多槽串聯 選擇性電鍍 局部強化 0.1-0.5 ±3% 數控噴射裝置,微區控制 浙江醫療器材電鍍設備
- 超硬鍍層電鍍設備是什么 2025-05-11
- 實驗室級真空機成本分析 2025-05-11
- 好的實驗電鍍設備哪里有賣的 2025-05-10
- 重慶除油用真空機 2025-05-10
- 福建精密電鍍設備 2025-05-10
- 上海自動化電鍍設備 2025-05-10
- 浙江醫療器材電鍍設備 2025-05-10
- 電鍍液電鍍過濾機設備 2025-05-10
- 精密電鍍過濾機設備 2025-05-10
- 堿性鍍液電鍍過濾機操作 2025-05-10
- 虹口區節能氣缸廠家供應 2025-05-11
- 北京刀派克閥供應商 2025-05-11
- 昆明配電自動化設備 2025-05-11
- 安徽1000-1250T 全伺服簡易牽引機價格表 2025-05-11
- 浙江防掉刀刀柄現貨 2025-05-11
- 湖南微型帶導桿氣缸型號 2025-05-11
- 青海垂直提升設備定制 2025-05-11
- 陜西拉鉚螺母槍價格 2025-05-11
- 儀表氣源分配器報價 2025-05-11
- 山東4噸生物質鍋爐 2025-05-11